 | Double cut is the most popular as it allows rapid stock removal on harder materials. The chisel tooth pattern minimises tool chatter and helps to eliminate loading the flutes. Excellent tool control is realised because of a reduced pulling action. |
 | Non-Ferrous cut allows extremely fast stock removal of softer materials such as aluminium and zinc. The deep flute structure helps to eliminate burr loading. |
 | Single cut or standard cut can be used on a diverse alloy range like double cut however it is better on relatively harder alloys which will not load the flutes. It has a smooth finish and produces sharp slither chips. |
In our part codes the letter D refers to Double Cut and the letter N refers to Non-Ferrous. For example CE-3D is double cut and BA-3N is non-ferrous cut.
| Burr Style | Part Code | Usage |
|---|---|---|
| Ball Burrs | BA | 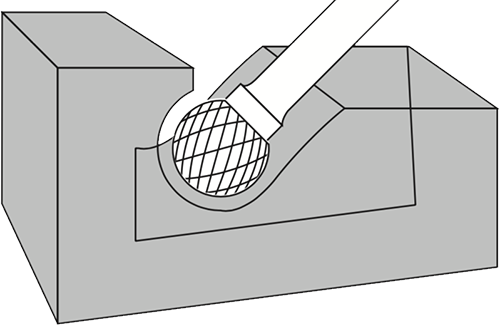 |
| Cone Burrs | CO | 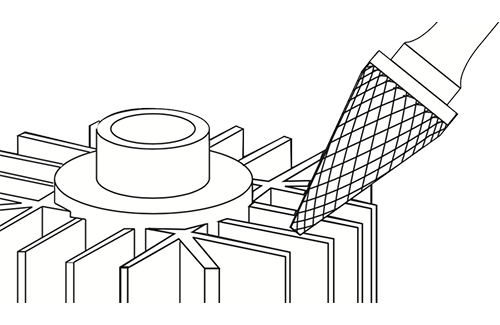 |
| Cylinder End Cut Burrs | CE | 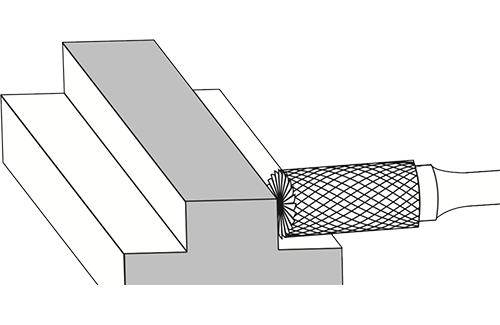 |
| Cylinder Flat End Burrs | CF | 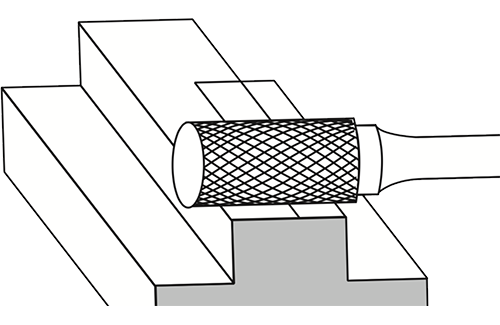 |
| Cylinder Radius Burrs | CR |  |
| Flame Burrs | FL |  |
| Inverse Cone Burrs | IC |  |
| Oval Burrs | OV |  |
| Tree Radius Burrs | TR | 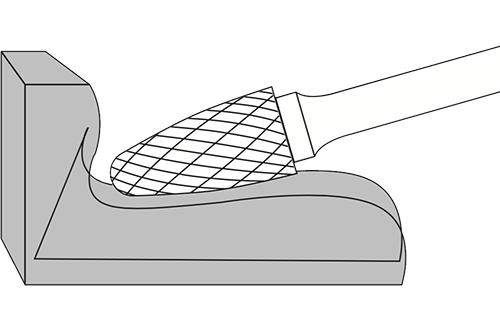 |
| Measurement | Description | Diagram |
|---|---|---|
| D1 (mm) | Diameter of the burr head | 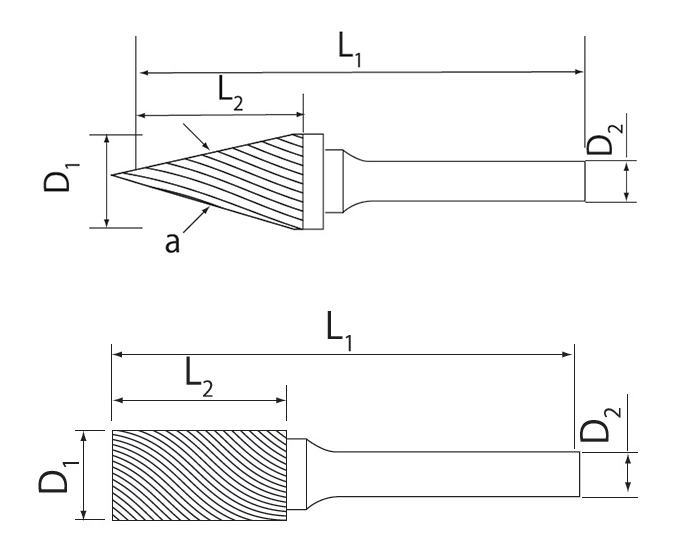 |
| L2 (mm) | Length of the burr head | |
| D2 (in) | Diameter of the burr shank | |
| L1 (mm) | Length of the burr | |
| Angle | Angle of the burr head |
- Keep the burr moving
- Maintain straight wrists
- Avoid excessive pressure
- Use the correct cut, shape and size
- Use the correct speed

- Maintain straight wrists
- Avoid holding awkward positions
- Protect your eyes
- Protect your ears
- Reduce repetition
- Avoid tools that concentrate stress on the hand
- Use less force
- Accidental injury
Carbide burrs, also known as rotary burrs, are a small cutting tool used to cut, grind or smooth metal. They are used extensively in workshops throughout the world. The carbide burr is characterised by a cylindrical shank with a cutting head. There are numerous head shapes and sizes designed for different applications. The head has many small cutting teeth which gives the burr a smooth finishing action. The teeth pattern is called the cut or fluting pattern. Different cuts are suited to different materials or applications.
Carbide burrs are predominately used on metals, but are able to be used on all sorts of materials. Metals such as steel, carbon steel, cast steel, stainless steel, aluminium, brass, copper, zinc, bronze, titanium, nickel, cobalt, cast iron, gold and silver can be cut using carbide burrs. The softer metals use a different cut (head pattern) on the burr. This cut is usually referred to as non-ferrous or aluminium cut. Soft alloys include aluminium, brass, copper, zinc and gold. Other industries use burrs on materials such as plastics, wood, teeth, fibreglass and acrylic.
The two main material types of burrs are Tungsten Carbide and HSS (High Speed Steel) . Carbide is harder than HSS, and is the preferred choice in many industries because they last longer. They also handle higher temperatures than HSS allowing faster metal cutting. HSS is not suited to hard alloys but is easier to sharpen than carbide. Less common materials include tungsten vanadium and titanium-nitride coated burrs.
The shank is the shaft of the carbide burr. When referring to the shank size as 1/4″ or 6mm, this is the diameter of the shank. It is important to match the shank size with the tool you intend to use. The engineering standard shank size in Australia for carbide burrs is a 1/4″ shank. In the dental industry it is smaller. Long shank carbide burrs refer to extra long shafts. The standard length of an industrial burr is around 50mm.
There are many industries and individuals who use carbide burrs. Traditionally they are used in welding, foundries, engineering, and dentistry.
One meaning is the small cutting tool and the other refers to the sharp imperfections created by the machining process. Machinists need to deburr machined parts in order to remove these problematic burrs.
A common problem in manufacturing is the removal of machining burrs. These burrs are imperfections caused by the machining process and cost the industry billions of dollars every year. There are four main types of burrs. The poison burr, The roll-over burr, The tear burr and the cut-off burr. These burrs can jam precision assemblies, impede the part function and injure staff. Deburring is the removal of burrs from parts. Machinists have a number of tools other than carbide burrs to remove machining burrs such as knives, files, reamers, and chamfering tools.